秦俑坑青铜兵器工艺标准化试析
袁卫华,袁仲一,赵培智,禚振西,王学礼,韦永辉
秦始皇陵兵马俑从葬坑里,目前已出土数万件兵器,其中,除四枚铁铤铜镞和一枚铁镞外,其余全系青铜器制品。这些兵器在生产工艺过程中,从原材料配方、加工工艺、组合装配等方面均能按标准、系列、通用进行生产,这是秦代标准化的重大成就。
早在战国时期(公元前475——221年),秦国就把殷周以来用的青铜兵器,均按标准化生产,从而把兵器的研制发展到了它的高峰。
秦俑坑的青铜兵器,通过鉴定可以看出,从研究我国科学技术来看,是我国古代标准化的丰硕成果。对此后的冶炼、机械加工和外镀等工艺有着巨大而深远影响。
一 冶铸工艺标准化
《荀子·强国篇》指出:“型范正,金锡美,工冶巧,火齐得,剖型而莫邪已。然而不剥脱,不砥厉,则不可以断绳;剥脱之,砥大厉之,则蠡盂刎牛马忽然耳。”荀况在这里概括了铸剑的各道工序及配合要求。秦铜兵器的制造严格按照模具造型、铸造、外加工、装配等工艺标准进行。
秦铜兵器均是铸件。用FeCI3(氯化铁)酒精溶液浸蚀铜镞样品后,在金相显微镜下可以观察到树枝状的结晶,显示了CuSn合金所具有的那种典型的铸造组织,凡是剑、戈、吴钩、钺、铤、弩机件等实心铸件,都一律采用一个标准“双合范”。剑镖则于浇铸时插入沙芯而成銎。戈穿、弩机铜件的表面光洁度有的高达到∨10,銎内还留有细末。现场检验证实它们属于泥型铸造。
按照兵器的作用,对各部件性能的要求,按一定标准配方。以三柄残剑剑身为例,其定型鉴别和定量分析如表一:
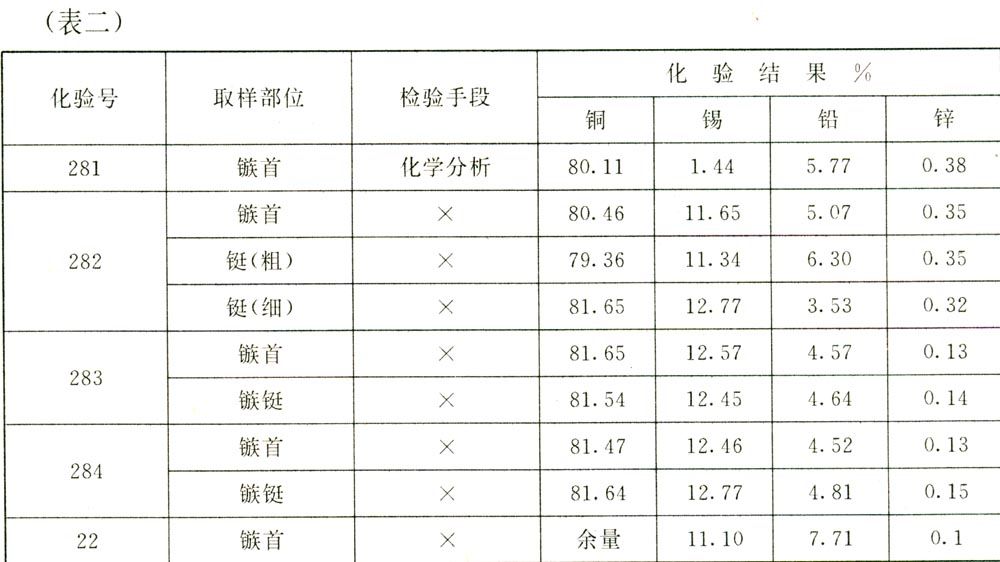
由上表可以看出剑的铜锡比例接近3:1,符合《考工记》关于“三分其金而锡居一,谓之大刃之齐”的配比要求(3:1即同占75%,锡占25%)。经测定,秦剑的洛氐硬度为HTC22—24度,相当于中碳钢。我们对八件铜镞进行检验,所得数据如表二。
从表二可以看出,青铜镞无论是首或铤均由铜、锡、铅、锌四种主要元素合成。
镞首的含锌量如(22、283、284)都在0.29—038%之间。当时,自然界铅矿甚少,往往都有锌的伴生,在冶炼青铜合金时,加铅带锌。从科学原理上看,锌的加入合金,利用其脱氧作用,以防气泡的逸出,从而增加刃力,调剂各成分之间刚柔关系,还可获得防腐的效果。
我们还对矛及镦作了电子探针测定,其含铜量分别为69.6%和84.8%,包锡量分别为30.38%和15.2%。矛头是剌兵器前端重要的组成部分,所以,二者在含量上就有区别。
二 加工工艺标准化
(一)铜件的配方比例取决于需要,而铸件合否实用,则来自制型的准确性与否。秦铜兵器制作规正,均属于对称型。对剑、矛、钺的正面(或侧面),镞、殳的正面,戈、吴钩的侧面等分的切线,所得的两剖面不但全等,而且两个几何体也相等,这表现了当时制型和加工工艺是严格地按标准进行生产的。
锉磨与抛光,这些铜兵器的表面异常光滑,剑、戈和矛的光洁度达到∨9—∨10,铜镞表面光洁度也在∨7。当这些铜兵器铸出后,第一道工序就是清理毛坯,打掉毛刺,进行表面加工和抛光处理。
秦剑、戈的内部组织结构非常严密,无气泡的存在,表层的硬度高于内部。它是经过加热以消除内应力,使分子结合紧密,组织细化,表面整洁。再经打去毛刺和平磨,最后,似用麻絮蘸油粘面砂(相当现在200#细砂)反复揩拭,使表面光亮,甚少或不留擦痕。
在装配方面也有一个标准,例如,装箭的箭箙,各宽21厘米、厚3.6厘米、高38厘米,底垫板上设耳,箭支倒插箙中,每箙盛箭100—120支。箭长60—72厘米,杆径0.65—0.7厘米。箭的前三分之二涂红漆,后三分之一涂褐漆,尾端设羽毛约15厘米。《考工记》记载,杀矢“叁分其长,而杀其一,五分其长,而羽其一”(注:“矢稿长三尺”、“羽六寸”)。秦剑的制作是符合《考工记》这一要求的。
(二)通过测定铜镞、矛、剑、弩、镦等兵器,由于用途不同,在冶铸合金时,配料上也有所区别。根据经验,锡占青铜的17~20%。则最为坚韧;锡占青铜的30—40%则硬度最高。那么,细长而窄薄的秦剑铜锡比例接近3:1,符合《考工记》规定的标准,镞首的铜锡之比虽不及《考工记》规定的5:2,但由于加入了铅、锌,从而提高了机械性能和实战效果。严格掌握合金配方比同性能及功用之间的关系,才能制造出锋利实用的兵器,这体现了秦代劳动人民运用自己的高度智慧和辛勤劳动,根据战争实践的经验,在《考工记》的基础上把青铜冶铸技术推上了历史的新高峰。
(三)秦代的加工工具虽然没有发现,但从纹痕和作法上可以断定有锯、錾、锉、钻、铲和砥石等。在使用上,这诸多的工具就是手工和机械相结合的。而且有着一套卡具固定。如剑、矛韧部纹理平行,而且垂直于中轴线,磨面非常平整,光洁度又高。我们可以设想:若果不能使剑脊(即中轴线)同砥石磨向垂直相交(即二者各自作直线运动);若果剑不经卡具固定,并同砥石磨面保持一定角度,要使剑的外加工正常进行,那万万是办不到的,还由于砥石作成轮转机械,并设定向标尺,才使剑的制造整体实现了标准化。
(四)秦剑、矛、镞、殳、鐏的表面光洁,而颜色浅灰,经激光显微光普、X光、萤光、电子探针、光谱分析等检验,其表面有一层致密的含铬化合物的氧化层,象22号铜镞表面铬量是0.87~2.23%,厚度10微米。287号铜剑表层铬量0.6~2%,厚度10—15微米。
当时人们为了增强合金抗腐蚀的能力,用铬酸盐处理金属表面,使之发生氧化还原反应,从而生成一层浅灰或深灰色的薄层。这种技术只有近代在国外才掌握使用,象德国是于一九三七年首创成功,后相隔十二年,美国于一九五〇年也掌握了这一工艺。实际上,我国从秦汉已经熟练地掌握了这一工艺,而且是就地取材,利用烧陶、冶铜、炼铁的控制温度等丰富经验,成功地对青铜表层作铬盐氧化处理。不但秦俑坑青铜兵器表面含铬化合物的存在,而且在西汉中靖王刘胜墓中,也有人工氧化处理的铜镞发现。可见远在我国二千一百多年前的秦代,劳动人民成熟地掌握了合金表面处理的这一工艺标准,创造出自己特有的简单而易行的路子。所以说这种伟大的技术成果,是世界冶金史上的一项奇迹!是我国古代劳动人民对世界科学技术发明的又一伟大贡献。
三 两点认识
第一、秦俑坑的青铜兵器的制造,是在前代积累的丰富的经验基础上初步实现了标准化,在此首先列表对比之:
各样品的资料来源:
铜镞:《中国冶金简史》
铜镞首:中国社会科学院考古所化学室
从表三化学成分比较中,可以看出秦镞镞首比殷、周镞的含铜量低,锡铅的合计含量高,说明对硬度要求和操作技术,在冶炼铸造中,已经能够按照规定标准进行加工生产,(锡铅随含量的增加而增强合金的硬度,降低熔点)。秦镞的铜、锡之比,虽然低于《考工记》5:2的规定,但是他的镞首形制改革以后,变成阻力比原来的小、定向准确的三棱锥,再配上长箭杆,加上“强弓劲弩”的发送,其杀伤力无疑地远远高于前代。弓、弩、矢的这种相互影响的作用,不但表明在整个生产工艺过程中,已经能严格地按工艺标准进行生产,而且也表现了我国秦代数理计算和生产工艺标准以及科学技术的发展的新高度。
另外,象我国秦代宝剑的造型准确,长兵器制造的精确,也表现出冶金和机械加工工艺的先进水平,尽管后来的铜兵器为铁兵器所代替,作为我国科学技术,它却是我国劳动人民创造和积累的丰硕成果,是我国社会主义的重要精神和物质财富。
第二、战国时期,由于战争频繁,各国的封建统治者都竞相发展兵器生产,科学的进步也首先运用在兵器上,秦国在商鞅变法之后,一改过去积弱的局面,在兵器的生产上吸取前代的经验,又接受各国的长处,结合自己的国情,严格标准,从而创出精良的武器。
《考工记》明确规定弓制的标准:“弓长六尺有六寸,谓之上制,上士服之;弓长六尺有三寸,谓之中制,中士服之;弓长六尺,谓之下制,下士服之。”上制弓于长152.5厘米,中制弓干长145.5厘米,下制弓干长138.6厘米。从出土大量实物证明战国中期,已经突破这个标准。而秦代在原有的基础上,弓长度规定三个系列生产,长度分别为:176.1厘米、151厘米、147.2厘米,显然比周朝弓长,依次递增了一级,且弓的干径变粗,弩机件加大,使其张力增大,其射程估计在千米左右。
因为秦的兵器严格按照标准化要求而生产,其结构严密、互换性能好,用它来装备英勇善战、训练有素的秦军之手,所向无敌,当在统一战争中发挥了重要作用。
以上资料和认识,限于水平,只是作些介绍,错误在所难免,恳望指正。
(原载《陕西标准化》1981年第2期)


秦俑学研究/秦始皇兵马俑博物馆编.—西安:陕西人民教育出版社,1996.8