秦始皇陵出土青铜安车的焊接技术
华自圭,樊培丽
引 言
在公元前3000年——2300年之间即新石器时代的后期,中华民族已经发明了早期的青铜器。到了公元前1700年——1100年的商代,我国的青铜器达到了很高的水平。随着古代冶铸业的发展,诞生了我国最早的焊接技术——铸焊。
1980年冬,在秦始陵西侧的陵道中发掘了两组体形较大的铜质车、马和人。两辆铜车每辆都有四匹铜马,车盖华丽,车窗为缕空雕并可移动,鞍辔上有金银错纹饰;每辆车各有一驭手俑。这是我国考古史上又一重大发现。这些秦代艺术珍品无疑是世界伟大奇迹之一。
这两辆车均为单辕车,一前一后放在地表下7米深处的一座木槨里,出土时已严重损环的后车现已修复完好,并在秦始皇兵马俑博物馆正式展出。
据古籍记载,这辆后车的车型在我国古代称为安车。作为实物出土的安车,在我国尚属首次。
在修复过程中,作者应邀对此青铜安车的古代制造工艺进行技术考证。研究结果表明:在这辆青铜安车上,古代工匠已经掌握了焊接和机械连接这样两种方式来解决他们面临的构件之间的连接问题。令人感到吃惊的是古代工匠当时采用的不少连接技术是迄今仍在使用的一些方法。
本文仅就其中冶金连接中的铸焊进行考证研究,从中显示在距今2200年的秦代,我国古代焊接技术达到的成就。
一 安车的结构材料
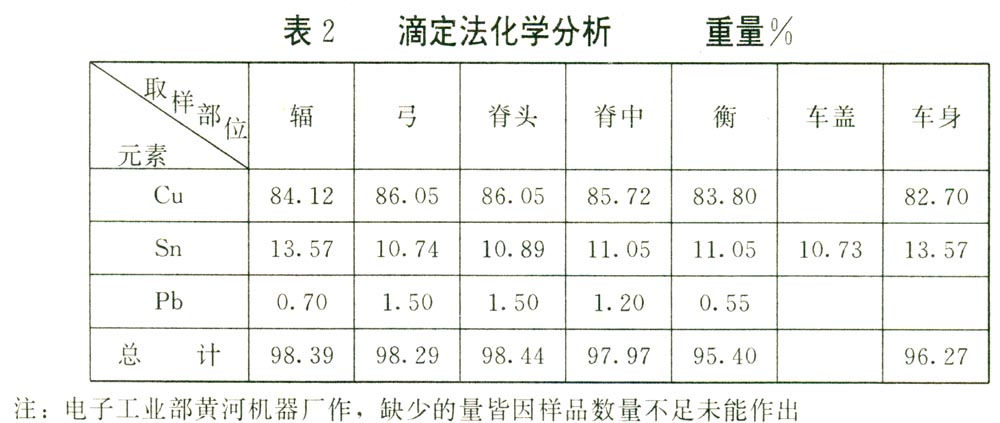
在后车的破环部位分别取样作光谱全分析和滴定法化学分析。分析结果(表一、表二)证实:
1.安车的结构材料是一种普通的锡青铜,含锡量在10—14%之间。
2.这种锡青铜不含有能改善铸造性能的锌和磷。
3.在铸件凝固过程时起补缩作用的铅含量一般在1%左右。
4.除铜、锡、铅夕卜杂质元素的总和在2%左右。
由此可见,这种古代锡青铜的铸造性能是不及现代的铸造锡青铜的。但是,古代工匠却能用这样的铸造合金浇铸出长1845mm,宽1375mm,厚1—6mm的空间曲面型的车盖。这一点使现代铸造技师对古代先行者的技术成就敬佩不已。
二 古代铸焊
在后车上,主要采用的焊接方法是铸焊。经过考察,发现古代的铸焊有以下几种形式:
1.轼与车箱的对接焊
轼类似现代火车卧铺车箱靠窗的长条形小几。后车中的轼为一长700mm,宽123mm,高78mm,厚5mm的“ ”形的青铜铸件,它和车箱前壁伸出端(宽40mm)通过一条外观十分明显的焊缝相连,这条焊缝长度和轼相等,宽4mm。出土时,在90mm长度上,接头完好无损其余部分均已断裂。此外,在接缝背面,通长焊缝两侧,粘附了宽窄不等的、当初浇铸焊缝时漏出的填充金属。从中铲出一段,去除表面铜锈,露出亮锃锃的青铜色。对其作化学分析,成分为铜81.78%,锡12%,铅1.43%。这和车箱壁的化学成分大体相似。可以认为,这就是焊缝的成分。焊缝金属的硬度为HBl22。硬度值和含锡量%数是基本相对应的。
在完好的90mm长的接头背面,锉出一小块平面,作金相分析。拍摄了一组从母材到焊缝中心的金相照片。对焊缝金相分析如下:
(1)古代铸焊的焊缝金属不是在母材的半熔化晶粒上长出具有方向性的柱状晶,而是如同铸锭组织那样的细小等轴晶。
(2)从熔合线到焊缝中心,白色的锡溶于铜的a相固溶体的量不断减少,黑色的a+δ相所组织的共析体的量不断增加,即凝固时,先结晶的是高熔点的低锡合金,后结晶的是低熔点的高锡合金。熔合区冷却快,故为细小等轴晶。在焊缝中心区冷速变慢、出现树枝状发达的粗晶粒。这一切反映了类似铸锭的凝固过程。
(3)在熔合线上,填充金属和母材之间具有明显的相互渗透,这表明,古代铸焊的加热温度不足以使母材边缘熔化,只是达到足以进行相互扩散的高温。这种组织状况和现代称为钎接焊(Braze—welding)的组织状况十分相似。
2.舆后室底、伏兔和轴三者的搭接焊
据《考工记图》记载:“伏兔在轴上左右,上平载舆下函轴。”即整个车箱的重量通过左右两个伏兔传给车辆,这样,必须把轴、伏兔和舆后室底三者联结在一起。古代工匠在这三者外面置陶范和浇口,然后浇一层变截面的青铜包层。制作时,在陶范内要预先做出四根条纹以及捆扎式样,以示当时现实生活中的木车用四根皮带扎紧这三者的象征。
3.茵和车箱底部的塞焊
茵即车内软垫,形如覆盆状,其底面积和车箱内腔底面积每边仅差1—2mm。在修复过程中,发现在茵正面和舆后室底的四个角上各钻一个小孔。前者为通孔,后者为盲孔,然后,在茵内腔四个角的相应位置分置了具有圆柱状内腔的陶范(修复时从茵下面清理出很多当时的陶土)。最后置浇口、浇入熔融青铜液。凝固时在每个角上形成四个连接茵和车箱底面的铜钉,古代工匠已经懂得浇铸的陶范发出的气体如不排除,必将影响铜液的充型能力。故在茵中央部位开了六个排气孔(*4mm)。最后,在茵的正面设法封死这些工艺孔(茵正面看不到工艺孔,反面尚能看到),为了增加茵的刚性,古代工匠在单独铸茵时,在其内面的中央部位的对角线方向上同时铸出四根直径为7—8mm,长度和茵的高度差不多的铜柱。
4.镶嵌形式的补焊
古代冶铸工匠为了修补青铜铸件的表面缺陷,采用了补焊技术。可以看到驭手俑头冠上的矩形补焊补钉。这种矩形补钉在马身上更多,并且有些已经脱落的补钉,除表面光洁外,其余五个面都是粗糙的浇铸面。
三 结 论
上述考证证明,我国古代的铸焊其工艺过程类似一般铸造过程。但其结合本质却是属于钎接焊一类的。这是因为古代铸焊对母材边缘加热不足的缘故。所以古代铸焊也可以称为钎接焊。
(原载《陕西省科学技术史学会论文集》西安交大出版社1986年版)

秦俑学研究/秦始皇兵马俑博物馆编.—西安:陕西人民教育出版社,1996.8